
焊前准备的内容主要包括下料、坡口加工、热切割边缘和坡口面的清理以及焊接材料的预处理。一般的低合金耐热钢工件,可以采用各种热切割下料。
1、对于所有厚度的2.25Cr-Mo、3Cr-1Mo型钢和15mm以上的1.25Cr-0.5Mo钢板,热切割前应将割口边缘预热150℃以上。
2、对于15mm以下的2.25Cr-Mo钢板,热切割前应预热100℃以上。热切割边缘应作机械加工并用磁粉探伤检查是否存在表面裂纹。
3、焊接材料选择,焊接材料的选择原则是保证焊缝金属的合金成分、强度性能与母材基本一致。若二者成分相差很大,则焊接接头在长期高温条件下工作时,会因成分不均匀而导致合金元素扩散,使焊接接头的高温性能不稳定;焊缝强度不能选得过高,以免使焊缝塑性变差,甚至产生冷裂纹。
焊接材料中碳的质量分数应略低于母材,其wc<0.12%,但不得低于0.07%,否则会造成焊缝金属的冲击韧度、热强性等降低。焊接材料在使用前应作适当的预处理。埋弧焊丝用光焊丝,表面要清理干净。镀铜焊丝应将表面积尘和污垢仔细清理。焊条和焊剂要妥善保管,在使用前,应严格按工艺规程的规定进行烘干。
低合金耐热钢预热温度范围一般80~150℃,局部预热时,必须保证预热宽度大于焊件壁厚的4倍,且不能少于150㎜。对于低合金耐热钢来说,焊后热处理的目的不仅是消除焊接残余应力,更重要的是改善组织,提高接头的综合性能。低合金耐热钢焊后一般作高温回火处理,回火参数主要是加热温度和保温时间。回火温度的范围在580~760℃。
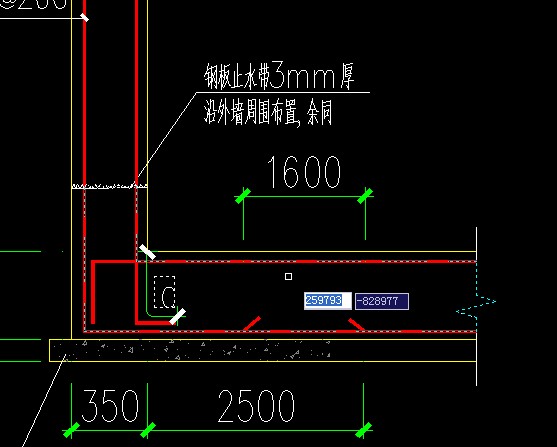
有些地下室由于地势高水位低,固设计时取消止水钢板和橡胶止水条设置,在这种情况下施工相对比较方便,一般常规做法是在“后浇带”部位用钢筋焊成钢架,在钢架上绑扎密目钢丝网,形成一道阻离层施工不方便,需要钢筋和电焊后期钢筋也无法重复使用,浪费资金且不易后期清理,在这里我为大家介绍一种便宜实用的方法,绝属木工活。
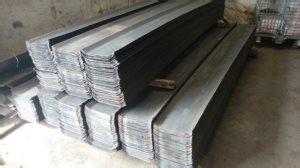
1、首先准备一些主材如钢筋支架
2、组合模板等。
3、在垫层上弹好“后浇带”定位线,一般为800mm宽。
4、再按照弹设的控制线配合铝合金做成细石砼坎台,高度随底板保护层厚度,一般为50mm。
5、第二天就可以绑扎基础底板钢筋了,先绑扎底部钢筋,后浇带部位钢筋要与坎台平齐,便于后期立模板。
6、底板钢筋全部绑扎完成后进行保护层垫块的支设,按要求一般为800mm*800mm纵横间距排列,并支设在钢筋交点上。
7、垫上制作完成的钢筋马磴,间距控制在800mm*800mm为宜,保证上部钢筋不变形不下沉。
8、再按图纸设计要求绑扎上部钢筋,后浇带部位上部钢筋要与下部钢筋对齐。
9、从剖面看如下。
10、安装组合模板,一般宽度随网眼净尺寸,高度随底板厚度加100mm,逐个进行排列。
11、一侧排列完成后,排另一侧的模板,下部要到底。
12、为了保证单块组合板的稳定性,全部组合板排列完成后应对下部和上部用木方进行连接,每隔二米钉一个钉,下部可采用短木料逐个对接排列,便于后期取出。如果后浇带端部有空间可从端部进出,木料可取长些的。
13、再进行下部横向支撑,确保浇筑砼时不会胀模。
14、再进行上部支撑安装。